|
Электронный учебник |
 |
 |
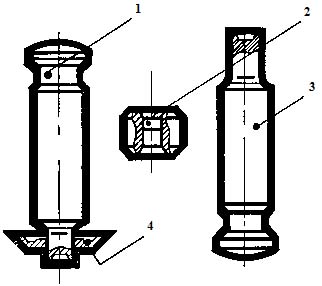
Глава 2. Таблетки (Tabulettae)2.7. Типы таблеточных машинПрессование на таблеточных машинах осуществляется пресс-инструментом, состоящим из матрицы и двух пуансонов (рис. 2.7).
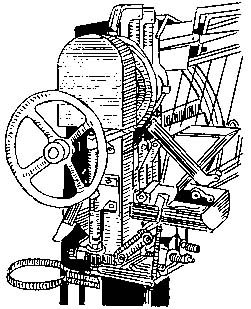
Рис. 2.7. Пресс-инструмент Основными типами таблеточных машин является эксцентриковые или ударные и ротационные. Эксцентриковые машины бывают салазочные (рис. 2.8) и промежуточные (башмачные) (рис. 2.9). Салазочные машины. В этом типе машин загрузочная воронка движется при работе на специальных салазках. Материал, поступающий из загрузочной воронки, попадает в канал матрицы, прикрепленной к матричному столу и ограниченной снизу нижним пуансоном. После этого воронка с материалом удаляется, верхний пуансон опускается вниз, спрессовывает материал и поднимается. Затем поднимается нижний пуансон и выталкивает таблетку, которая толчком нижнего основания воронки сбрасывается в приемник. Салазочные машины имеют ряд существенных недостатков. Основным из них является то, что прессование осуществляется только с одной стороны – сверху и кратковременно, по типу удара. Давление прессования в таблетке распределяется неравномерно (верхняя половина уплотнена больше), а некоторые порошки плохо прессуются вследствие кратковременности цикла сжатия. Такие машины малопроизводительны – 30-50 таблеток в минуту.
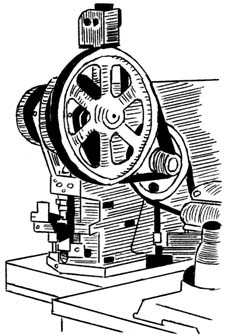
Рис. 2.8. Салазочная машина Промежуточные машины. Таблеточные машины промежуточного типа (башмачные) по конструкции и принципу работы близки к салазочным, но отличаются от последних неподвижностью загрузочной воронки и матрицы. Таблетируемый материал подается в матрицу при помощи подвижного башмака, присоединенного к воронке посредством шарнира. Такое устройство питающего узла уменьшает возможность разрушения и расслоения гранулята. По производительности эти машины равноценны машинам салазочного типа. Примером такой машины может служить таблеточный пресс австрийской фирмы «Энглер», таблеточный пресс типа НТМ, выпускаемый Мариупольским заводом технологического оборудования.
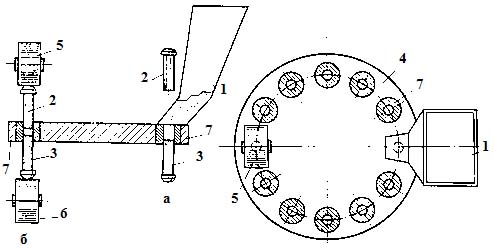
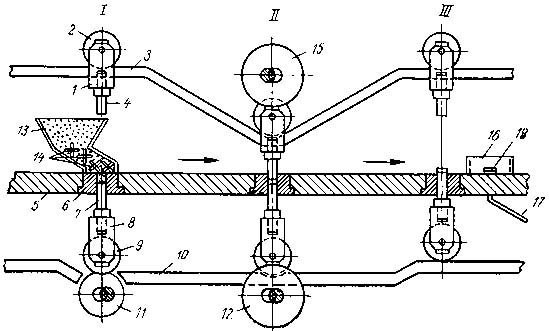
Рис. 2.9. Настольная промежуточная таблеточная машина Ротационные таблеточные машины (РТМ) широко используются фармацевтической промышленностью Украины в производстве таблеток. В отличие от ударных машин РТМ имеют большое количество матриц и пуансонов (от 12 до 57). Матрицы вмонтированы во вращающийся матричный стол. Давление в РТМ нарастает постепенно, что обеспечивает мягкое и равномерное прессование таблеток. РТМ имеют высокую производительность (до 0,5 млн. таблеток в час). Технологический цикл таблетирования на РТМ состоит из ряда последовательных операций: заполнение матриц таблетируемым материалом (объемный метод дозирования), собственно прессование, выталкивание и сбрасывание таблеток. Эти операции выполняются последовательно, автоматически. Пуансоны верхние и нижние скользят по направляющим (капирам) и проходят между прессующими роликами, которые оказывают на них одновременное давление. При этом давление нарастает и убывает постепенно, что приводит к равномерному и мягкому прессованию таблетки сверху и снизу. В зависимости от типа такие машины могут быть снабжены одной или двумя неподвижными загрузочными воронками. В загрузочные воронки может быть установлена мешалка. Принцип работы РТМ показан на рис. 2.10. Проследим за движением одной из матриц.
Рис. 2.10. Схема процесса таблетирования на РТМ-12 Нижний пуансон (3) опустился в точно обусловленное положение. Верхний пуансон (2) в это время находится в самом верхнем положении, поскольку матричное отверстие (7) подошло под воронку (1) (операция загрузки). Как только матрица (с заполненным гнездом) прошла воронку вместе с вращением столешницы (4), начинается постепенное опускание верхнего пуансона. Достигнув противоположной стороны, он сразу же попадает под прессующий валик (5). Одновременно на нижний пуансон оказывает давление валик 6 (операция прессования). После прохода между валиками верхний пуансон начинает подниматься. Нижний пуансон также несколько приподнимается и выталкивает таблетку из матрицы. С помощью ножа (скребка) таблетка сбрасывается со столешницы – операция выталкивания таблетки. Такое движение последовательно совершают все пресс-инструменты (матрица и пара пуансонов). Для того, чтобы обеспечить пуансонам должное движение, к рукояткам (которые здесь называются ползунами), приделаны ролики, с помощью которых они ползут (катятся) по верхним и нижним капирам (направляющим). Схема движения представлена на рис. 2.11. Во время операции загрузки ролик верхнего ползуна с пуансоном находится на высшей точке верхнего капира. Далее он скользит вниз по наклонной капира. Пуансон касается матричного отверстия, погружается в него и сдавливает материал. Давление нарастает и достигает максимума в тот момент, когда ролик ползуна окажется под давлением валика (операция прессования). После этого ролик с пуансоном начинает подниматься вверх по капиру и достигает максимума. В это время нижний ползун совершает следующие движения. В стадии загрузки его ролик подпирается валиком, регулирующим объем матричного отверстия. После этого нижний ползун движется по прямому капиру. В стадии прессования его ролик приподнимается давильным валиком, благодаря чему нижний пуансон со своей стороны оказывает давление на материал. Далее капир идет несколько вверх, в результате чего нижний пуансон выталкивает таблетку (операция выталкивания). После этого вследствие опускания капира нижний пуансон также опускается вниз и все повторяется сначала.
Рис. 2.11. Схема движения пуансонов в многоматричной ротационной машине Выпускаются таблеточные машины различных марок: РТМ-24; РТМ-3028; РТМ-41; РТМ-41М и др. В процессе таблетирования контролируются масса таблеток и возможные механические включения. Массу таблеток определяют на ручных весах; имеются и автоматические устройства, в которых в случае отклонения массы таблеток от заданной включается сигнальная лампа. Автоматический контроль на металлические включения производится с помощью устройства 456-2, которое обнаруживает и извлекает из потока таблетки с находящимися в них металлическими включениями. После окончания прессования таблетки помещают в установку 448 для обеспыливания, снабженную пылесосом. На качество таблеток оказывают влияние величина давления, скорость прессования, состояние и износостойкость пресс-инструмента. Последний подвержен довольно сильному изнашиванию, так как испытывает большие нагрузки. Стойкость матриц в 2-3 раза меньше, чем у пуансонов, что объясняется химическим взаимодействием материала матрицы с таблетируемой массой, жестким нагружением матрицы, трением частиц прессуемого материала и таблетки о стенки матриц. В Украине и за рубежом проводятся работы по упрочению пресс-инструмента, повышению его износостойкости. Белоусовым В.А. были проведены работы по электролизному, жидкостному и порошковому борированию пресс-инструмента. Разработана новая технология изготовления матриц методом порошковой металлургии, внедрена технология изготовления составных матриц на основе карбидов хрома и никеля. |
||
© Национальный фармацевтический университет, кафедра заводской технологии лекарств |
||