|
Электронный учебник |
 |
 |
Глава 5. Лекарственные средства для парентерального применения5.9. АмпулированиеСтадия состоит из следующих операций: наполнение ампул (сосудов) раствором, запайка ампул или укупорка сосудов и проверка ее качества. Наполнение ампул растворомОперация наполнения проводится в помещениях первого или второго классов чистоты с соблюдением всех правил асептики. Фактический объем наполнения ампул должен быть больше номинального, чтобы обеспечить нужную дозу при наполнении шприца. ГФ XI устанавливает нормы наполнения сосудов (табл. 5.6.). Нормы наполнениия ампул и флаконов
Оборудование для наполнения ампулВ технологическом процессе ампулирования применяют три известных способа наполнения ампул: вакуумный, шприцевой и параконденсационный. Вакуумный способ нашел широкое распространение в отечественной промышленности. Этот способ по сравнению со шприцевым, являясь групповым, обладает более чем в 2 раза большей производительностью при точности дозирования ± 10-15%. Так, производительность наполнительного аппарата Ждановского завода достигает 25 тыс. мелкоемких ампул в час, тогда как автомата шприцевого наполнения фирмы «Штрунк» только 12 тыс. ампул. Вакуумный способ наполнения заключается в том, что ампулы в кассетах помещают в герметичный аппарат, в емкость которого заливают раствор, подлежащий наполнению, и создают вакуум; при этом воздух из ампул отсасывается, и после сброса вакуума раствор заполняет ампулы. При вакуумном способе дозирование раствора в ампулы производится с помощью изменения глубины разрежения, т. е. фактически регулируется объем, подлежащий заполнению, при этом сама ампула является дозирующей емкостью. Ампулы с разными объемами заполняются при соответственно созданной глубине вакуума в аппарате. Для точного наполнения ампул с помощью вакуума предварительно определяют глубину создаваемого разрежения. Обычно на заводах составляются таблицы необходимой степени разрежения в заввисимости от атмосферного давления, размеров ампул и требуемого объема наполнения. В тех случаях, когда таких таблиц нет, ампулы наполняют при рабочем разрежении, дающем объем наполнения несколько больше и меньше требуемого, и методом интерполяции рассчитывают его искомую глубину. Невозможность точного дозирования раствора является основным недостатком вакуумного способа наполнения. К недостаткам, присущим этому способу, можно отнести также то, что ампулы при наполнении погружаются капиллярами в дозируемый раствор, через него при создании вакуума проходят пузырьки отсасываемого воздуха, и в ампулы попадает только часть раствора, большая часть которого остается в аппарате и после цикла наполнения сливается из аппарата на перефильтрацию; все это приводит к дополнительному загрязнению и неэкономному расходу раствора. Кроме того, при наполнении загрязняются капилляры ампул, в результате чего при запайке образуется нежелательные «черные» головки от пригара раствора на конце капилляра. Недостатком вакуумного способа наполнения является также и то, что после наполнения до проведения операции запайки ампул проходит значительный, по сравнению со шприцевым методом наполнения, интервал времени, отрицательно сказывающийся на чистоте раствора и требующий применения специальных устройств для заполнения капилляра инертным газом. При применяемой отечественной технологии между наполнением и запайкой ампул проходит более 3 мин. Большой промежуток времени создает дополнительные условия для загрязнения раствора в ампулах механическими частицами и микрофлорой из окружающей среды. К преимуществам вакуумного способа наполнения ампул, кроме высокой производительности, можно отнести нетребовательность этого процесса к размерам и форме капилляров наполняемых ампул. За рубежом вакуумный способ наполнения ампул применяется только для недорогих препаратов и питьевых растворов. Полуавтомат для наполнения ампул типа АП-4М2
Рис. 5.18. Схема аппарата для наполнения ампул (модель АП-4М2) Полуавтомат для наполнения ампул состоит из корпуса с укрепленной в нем емкостью аппарата, внутри которой имеется ложное дно, удерживаемое на патрубке для подачи раствора. Патрубок снабжен насадкой с боковыми щелями непосредственно над верхней плоскостью ложного днища. Емкость аппарата имеет нижний спуск с клапаном и на боковой стенке – упоры для установки на них кассеты с ампулами. Сверху аппарат закрыт крышкой, имеющей автоматический пневмопривод для ее открывания и закрытия. Нижний спуск выведен в приемную емкость. Для замера вакуума автомат оснащен контактными вакуумманометрами. К емкости аппарата подсоединены трубопроводы питания раствором с вакуумной магистрали цеха. Процесс работы автоматизирован. Аппарат работает следующим образом: в емкость устанавливают кассету с ампулами, закрывают крышку и в аппарате создают вакууа, при этом клапаном на нижнем спуске герметизируют аппарат. Подают раствор. Под воздействием вакуума раствор струями поступает из щелей насадки и, омывая верхнюю поверхность ложного дна, стекает под ложное дно, смывая туда механические частицы. Затем в аппарате создают требуемое разрежение, соответствующее дозе раствора, заполняемого в ампулу, и гасят вакуум. Оставшийся в аппарате раствор сливается в приемную емкость и идет на перефильтрацию. Производительность полуавтомата – 60 кассет в час. Длительность цикла наполнения 50 с. После наполнения ампул вакуумным способом в капиллярах ампул остается раствор, что мешает качественной запайке и загрязняет инъекционный раствор продуктами сгорания. Растворы из капилляров ампул можно удалить различными способами:
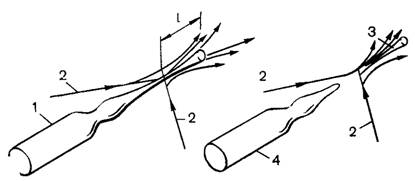
Полуавтомат для продавливания раствора из капилляров в ампулу типа АП-5М2. В корпусе полуавтомата установлена емкость с крышкой. К емкости присоединены системы питания сжатым воздухом, инертным газом, вакуумом, она также соединена с атмосферой. Емкость имеет нижний спуск. Крышка аппарата имеет привод и запорные устройства. Цикл работы автоматизирован. В емкость устанавливают кассету с ампулами, затем заполняют фильтрованным воздухом, а потом вакуумом, закрывают крышку аппарата, создают в аппарате давление. В полуавтомате можно проводить задавливание раствора из капилляров в ампулы емкостью 1, - 20 мл. Производительность аппарата (ампулы 1-2 мл) составляет 40 тыс. ампул в час. Давление воздуха при продавливании раствора составляет 2-5 кг/см2. Шприцевой способ наполнения ампул получил широкое распространение за рубежом и осуществляется при помощи установок со специальными дозаторами (поршневыми, мембранными и др.). Метод имеет более сложное аппаратурное оформление, чем вакуумный и более жесткие требования к размерам и форме капилляров ампул, но благодаря ряду преимуществ он является более предпочтительным для применения в технологии ампулирования. Особенно эти преимущества сказываются при проведении операций наполнения и запайки в одном автомате. К существенным преимуществам шприцевого способа наполнения следует также отнести возможность точного дозирования раствора (±2%) и небольшой промежуток времени наполнением и запайкой (5-10 с), что позволяет эффективно использовать наполнение их свободного объема инертным газом, значительно удлиняющим срок годности препарата. При наполнении в ампулу вводится только необходимое количество раствора, при этом капилляр ампулы не смачивается раствором, остается чистым, благодаря чему улучшаются условия запайки ампул, особенно это важно для густых и вязких растворов. При технологии ампулирования в токе инертных газов ампула, подлежащая наполнению, предварительно заполняется газом и раствор при наполнении практически не соприкасается с окружающей средой (атмосферой) помещения. Это приводит к повышению стабильности многих инъекционных растворов. Несколько полых игл опускаются внутрь ампул, расположенных на конвейере. Вначале в ампулу подается инертный газ, вытесняя воздух, затем подавется раствор с помощью пооршневого дозатора, и вновь – струя инертного газа, после чего ампула тотчас посступает на позицию запайки. Недостатком метода является малая производительность, которая составляет до 10 тыс. ампул в час.
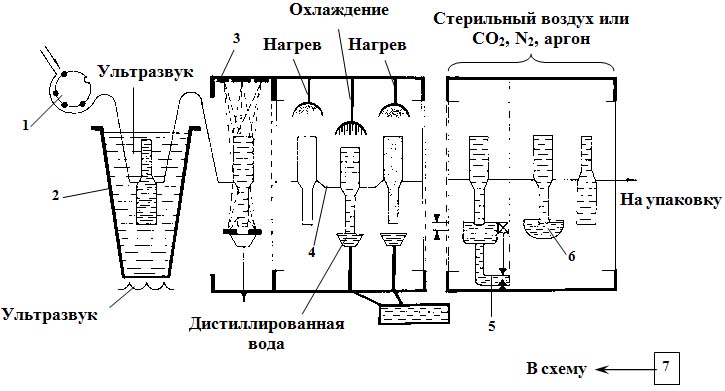
Рис. 5.19. Шприцевой метод наполнения ампул В настоящее время создан ряд конструкций дозирующих элементов, работающих без движущих частей, что позволяет полностью предотвратить загрязнение раствора в процессе дозирования. Ряд зарубежных фирм применяют для этой цели перистальтические насосы, различные дозаторы мембранного типа. Ввод дозы в ампулу под давлением позволяет применить при наполнении дополнительную фильтрацию раствора непостредственно в момент наполнения, что дает возможность гарантировать чистоту, а при фильтрации с помощью ультрафильтра – и стерильность раствора в ампуле. Параконденсационный способ. На основе параконденсационного способа мойки ампул сотрудниками ГНЦЛС предложена принципиально новая технологическая линия ампулирования инъекционных растворов (рис. 5.20).
Рис. 5.20. Принципиальная схема ампулирования инъекционных растворов на основе пароконденсационного способа. Объяснение в тексте Ампулы после резки (1) полностью погружают капиллярами вверх в емкость (2) с водой, снабженную ультразвуковыми излучателями. При воздействии ультразвука ампулы быстро заполняются водой и тут же дополнительно озвучаются. После этого ампулы переводят в положение «капиллярами вниз» и направляют в камеру, где промывают сначала наружную поверхность душированием (3), а затем внутреннюю пароконденсационным способом. Во время выхода воды из ампул последние подвергают вибрации (4) с целью максимального удаления из них механических частиц. Ампулы после промывки поступают в камеру для дозированного их заполнения раствором пароконденсационным способом (5) и запайки (6). Промывная вода непрерывно фильтруется (7) и возвращается в схему. Ампулы перед запайкой несколько охлаждают для того, чтобы раствор удалился из капилляров, после чего их концы опускают в емкость с жидкой пластмассой (6) и тут же вынимают; капли пластмассы, удерживаемые на концах капилляров, затвердевают и герметически закупоривают ампулы с раствором. Отдельные элементы пароконденсационного способа нашли применение при создании автоматизированных линий ампулирования типа «АП-30», установки для термической мойки ампул, непрерывно действующей линии для мойки, сушки и стерилизации флаконов в производстве глазных капель. Фактический объем инъекционных растворов в ампулах должен быть больше, чем номинальный, чтобы обеспечить необходимую дозу при наполнении шприца. ГФ ХI издания устанавливает нормы налива и количество сосудов для контроля. В сосудах вместимостью до 50 мл наполнение проверяют калиброванным шприцем, в сосудах вместимостью 50 мл и более – калиброванным цилиндром при температуре (20 ± 2)оС. Объем раствора, набранного из ампулы шприцом, после вытеснения из него воздуха и заполнения иглы или после выливания в цилиндр не должен быть меньше номинального объема. Оборудование для запайки ампулОперация запайки ампул является наиболее ответственной операцией в технологическом процессе ампулирования, поскольку некачественная или длительная во времени запайка приведет к браку продукции и весь труд, затраченный на предыдущих операциях, будет сведен на нет. На сегодняшний день известно два основных способа запайки ампул с использованием газовых горелок (фото
Для равномерного разогрева капилляра ампулу вращают при запайке. Выбор способа запайки определяется диаметром капилляра. При вакуумном наполнении, когда капилляр ампулы тонкий и хрупкий, наиболее приемлемой технологией до настоящего времени был способ запайки оплавлением. При использовании шприцевой технологии наполнения, когда применяют раструбленые широкогорлые ампулы и способ запайки закаткой неприемлем, используют способ оттяжки части капилляра ампулы. Способ запайки ампул оплавлением имеет недостатки. В результате оплавления конца капилляра запайка ампул сопровождается наплывом стекла. При значительном наплыве из–за возникающих в стекле напряжений, вызываемых различием скорости остывания стекла, в месте запайке могут образоваться трещины, которые приводят к разгерметизации ампулы. При тонком капилляре запайка сопровождается образованием крючка на конце капилляра, что считается браком. При капилляре большого диаметра оплавка не происходит в полной мере, так как имеет капиллярное отверстие в месте запайки. Способ требует, чтобы ампулы были строго одной длины. При разбросе длины ампул больше ±1 мм качество запайки резко ухудшается, и брак по запайке может быть значителен. При запайке ампул, наполненных раствором, образующим пригар – «черные головки», капилляры ампул перед запайкой подвергают промывке. Капилляры промывают с помощью распылительной форсунки, направляющей распыленную воду для инъекций в отверстие капилляров запаиваемых ампул. За рубежом, благодаря применению шприцевой технологии мойки и наполнения, запайку выполняют способом оттяжки части капилляра ампул. При этом способе вначале разогревают капилляр непрерывно вращающейся ампулы, а затем отпаиваемую часть капилляра захватывают специальными щипцами и, оттягивая, отпаивают и отбрасывают в отход. В это же время несколько отводят пламя горелки в сторону для пережога стеклянной нити, образующейся в месте отпайки и для оплавления запаянной части. Процесс запайки ведется, как правило, по жесткому временному циклу. В этом случае особо важное значения приобретает вводимая в пламя масса стекла, на которую настраивается горелка запаечного узла. Если в пламя горелки будет введена ампула с массой капилляра, больше, чем масса, на которую настроена горелка, то за отведенный на циклограмме промежуток времени стекло не успеет достаточно разогреться, и щипцы при оттяжке соскользнут с капилляра, т.е. такая ампула не запаяется. Если в зону горелки будет введена ампула с массой капилляра, меньше требуемой, ампула разогреется за промежуток времени меньше заданного циклограммой – перегреется, отпаиваемая часть отклонится от оси ампулы, щипцы не захватят капилляр, и запайка не будет выполнена качественно. Для качественной запайки, ампулы специально рассортировывают при изготовлении по диаметру капилляра на группы, и настройку операции запайки выполняют в зависимости от используемой в производстве группы ампул. В хорошо организованном производстве брак при использовании этого способа не превышает 1%. Запайка с оттяжкой обеспечивает красивый внешний вид ампулы и высокое качество благодаря одинаковой толщине стенки запаянной части и стенки капилляра ампулы. Последние годы разрабатываются другие способы запайки, обеспечивающие высокое качество и производительность. Исследователи ищут способ, который был бы нечувствителен к изменениям массы стекла и к геометрическим размерам и форме ампул. Предложены новые схемы процесса запайки, например, проводить операцию запайки с замером температуры стекла в зоне запайки. При достижении пластичности стекла и заданной температуры срабатывают электромуфта и привод щипцов оттяжки, одновременно соленоид отводит горелку; предлагается специальная головка, в которой под воздействием вращательного момента, передаваемого холодным капилляром на головку, оттяжка капилляра не происходит; по мере нагрева и по достижении пластичности стекла капилляр перестает передавать достаточный вращательный момент и под воздействием гибкого элемента внутри головки, имеющего постоянный и противонаправленный крутящий момент, последняя повернется и даст команду на оттяжку капилляра. Так разработана конструкция для запайки способом оттяжки, автоматически производящая отрыв капилляра при достижении требуемой пластичности стекла в месте его разогрева. Эта конструкция состоит из свободно насаженных на ось щипцов с роликами. Применение роликов благодаря их малой массе значительно уменьшает опасность скручивания капилляра в месте запайки в момент размягчения стекла. Система подвижных, поворотных копиров и рычагов обеспечивает автоматический подвод щипцов, захват отпаиваемой части капилляра, его выброс после запайки, отвод и подвод горелки. К щипцам приложен постоянный момент в виде грузика для оттяжки. Противомомент, удерживающий щипцы, достигается за счет разворота осей роликов относительно оси вращающегося капилляра ампулы. По мере размягчения стекла противодействующий момент уменьшается, и щипцы оттягивая капилляр, отводят горелку. Такая конструкция успешно применяется для запайки пробирок с кетгутом и хирургическим шелком, полностью заменив ручной труд на этой операции. На рис. 5.21. схематически показано устройство такого запаечного узла.
Рис. 5.21. Схема работы запаечного узла Однако, применение всех вышеописанных средств при запайке ампул с малым диаметром и тонкими стенками капилляра не дают ожидаемого эффекта, так как последний при механическом воздействии на него средства оттяжки либо скручивается, образуя наплыв стекла в месте запайки, либо разрушаются. В настоящее время разработан новый (рис. 5.22.) способ запайки с оттяжкой капилляра под воздействием струй сжатого воздуха (2). Способ лишен указанных недостатков, так как при запайке отсутствует механический контакт с капилляром.
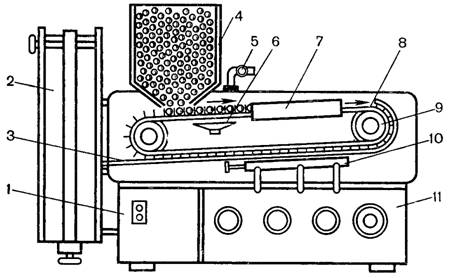
Рис. 5.22. Схема воздействия струй сжатого воздуха на капилляр ампулы при запайке Кроме того, появляется ряд новых преимуществ, заключающихся в возможности пневмотранспортировки отходов, увеличении производительности за счет возможности создания закрытой зоны нагрева для капилляра ампулы, упрощения конструкции запаечного узла без движущихся частей и ряде других. Запайка методом оттяжки с помощью струй сжатого воздуха позволяет качественно запаивать капилляры ампул как большого, так и малого диаметра, имеет по своей природе саморегулирующийся процесс нагрева и оттяжки части капилляра ампулы. Аппарат для запайки ампул типа АП-6МНа автомате системы Резепина (рис. 5.23) ампулы запаивают способом оплавления свободного конца капилляра. Из питателя ампулы поступают в ячейки верхней ветви проходящего под ним непрерывного транспортера. При необходимости в это время капилляры обрызгиваются очищенной водой из распылительной форсунки. Затем ампулы проходят участок подогрева и сушки капилляра и переводятся на нижнюю ветвь, которая перемещает ампулы над запаечной газовой горелкой.
Рис. 5.23. Машина для запайки ампул (модель АП-6М) При движении в ячейках от трения по неподвижной опоре ампулы приходят во вращение, а конец капилляра, находящийся в пламени горелки, заплавляется. Сбор запаянных ампул производится в кассету, находящуюся слева от машины. По мере заполнения ампулами кассеты постепенно опускаются вниз, освобождая место для установки пустой кассеты, чем достигается непрерывная работа машины. Машина запаивает ампулы вместимостью 1 – 20 мл. Производительность – 7700-19000 ампул в час. Машина для запайки ампул с инертной средой типа 432Машина (рис. 5.24) предназначена для замещения воздушной среды в ампулах инертным газом (азот или углекислый газ) и запайки ампул способом оплавления. Заполненные раствором ампулы загружаются в питатель машины. Под питателем непрерывно вращается барабан с ячейками для вакуумирования ампул. Ячейки через золотник попеременно сообщаются то с вакуумной системой цеха, то с системой подачи в ячейки инертного газа, которым гасится вакуум. При этом воздух отсасывается из ампул и замещается инертным газом. Герметизация ячеек достигается с помощью гибкой ленты, охватывающей барабан вакуумирования. Ниже барабана и сопряженно с ним вращается ротор для запайки ампул. Ампулы из ячеек барабана передаются в гнезда ротора и транспортируются ими к газовой горелке. Горелка, установленная в нижней части ротора, заплавляет концы капилляров ампул и съемной линейкой направляет ампулы в кассету для сбора запаянных ампул. Машина обеспечивает небольшой интервал времени между выходом ампул, заполненных инертным газом, и их запайкой, что позволяет получать запаянные ампулы с большим процентом содержания инертного газа в свободном объеме ампул. Применение этой машины значительно увеличивает срок годности инъекционных препаратов. Вместимость обрабатываемых ампул – 1 и 2 мл. Производительность машины – 8600-13200 ампул в час.
Рис. 5.24. Устройство машины для запайки ампул с инертной средой Для укупорки ампул с огне- и взрывоопасными растворами используется запайка нагревом с помощью электрического сопротивления. Капилляр ампулы вводят снизу в электричсекий нихромовый нагреватель, стекло размягчается, а капилляр оттягивается и оплавляется. В тех случаях, когда нельзя запаивать термичсеким способом, ампулы укупориваются пластмассой, например, поливинилбутиролом. Для укупорки флаконов с инъекционными лекарственными формами используют пробки специальных сортов резины:
Резиновые пробки специально обрабатывают с целью удаления с их поверхности серы, цинка и других веществ в соответствии с НТД. Флаконы, укупоренные резиновыми пробками, дополнительно «обкатывают» металлическим колпачками. Полуавтомат типа ЗП-1 предназначен для закатки алюминиевых колпачков и крышек при укупорке сосудов вместимостью от 50 до 500 мл. Производительность – до 500 флаконов в час. Контроль качества укупорки (запайки) проходят все сосуды. Для определения герметичности сосудов используют 3 метода. Суть первого метода состоит в том, что кассеты с ампулами помещают в вакуум-камеру капиллярами вниз. В капилляре создают разрежение, при этом из негерметичных ампул раствор выливается. Такие ампулы отбраковываются. Герметичность ампул можно проверить с помощью окрашенного раствора метиленового синего (0,0005%). Если инъекционный раствор подвергают тепловой стерилизации, то горячие ампулы помещают в ванну с окрашенным растворов. При резком остывании в ампулах создается разрежение и окрашенная жидкость проникает во внутрь негерметичных ампул, которые отбраковываются. Если же инъекционный раствор не подвергают тепловому воздействию, то в аппарате с ампулами погрууженными в окрашенный раствор создают давление 100±20 кПа, затем его снимают. Ампулы и флаконы с подкрашенным раствором отбраковывают. Для определения герметичности ампул с масляными растворами используют воду или водный раствор мыла. При попадании такого раствора внутрь ампулы происходит изменение прозрачности и цвета масляного раствора за счет образования эмульсии и продуктов реакции омыления. Третий метод основан на визуальном наблюдении за свечением газовой среды внутри ампулы под действием высокочастотного электричсекого поля 20-50 мГц. В зависимости от величины остаточного давления внутри ампулы наблюдается разный цвет свечения. Определение проводят при 20°С и диапазоне измерений от 10 до 100 кПа. |
||||||||||||||||||||||||||||||||||||||
© Национальный фармацевтический университет, кафедра заводской технологии лекарств |
||||||||||||||||||||||||||||||||||||||